BMW R60/6 Gearbox Overhaul
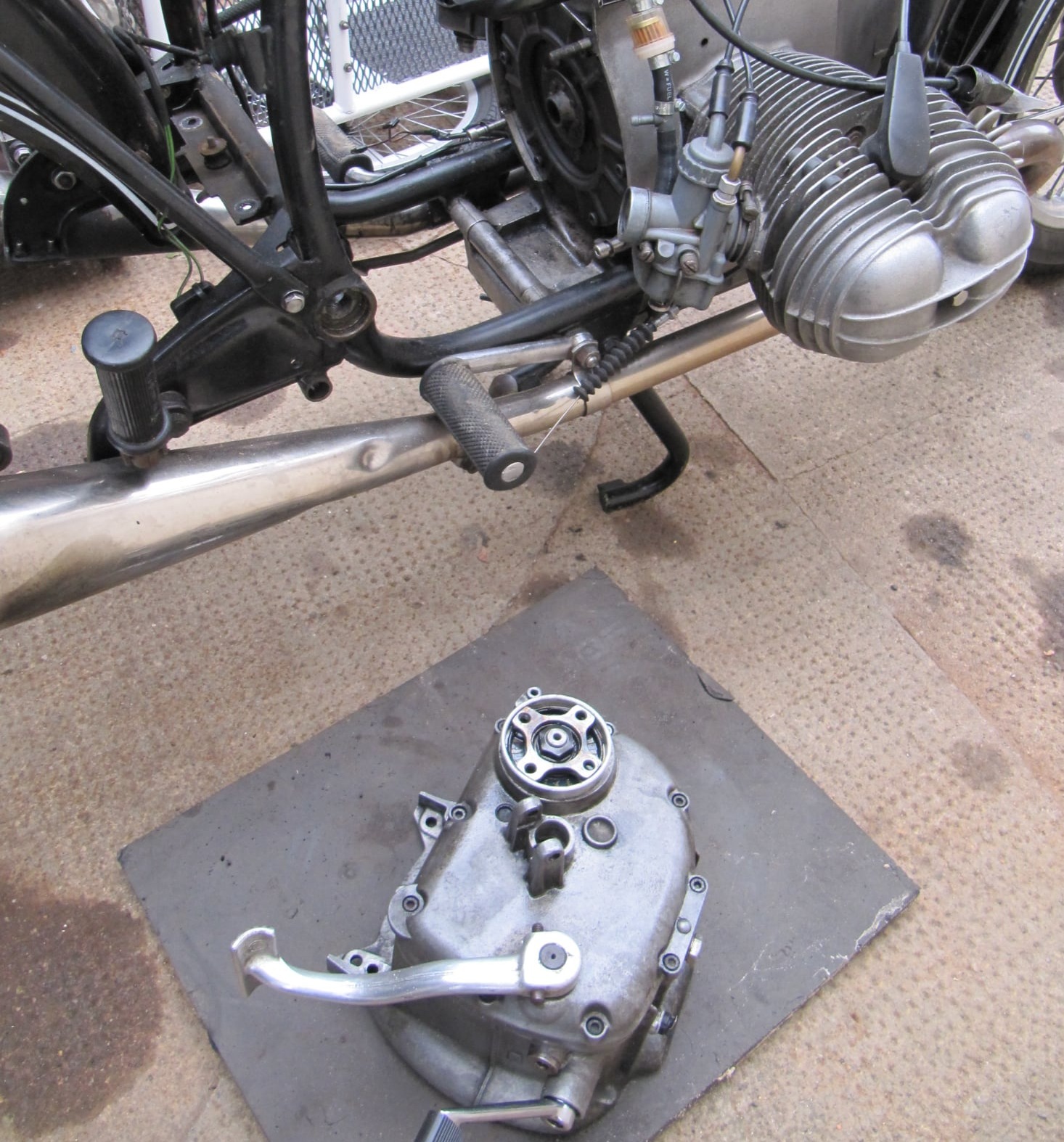
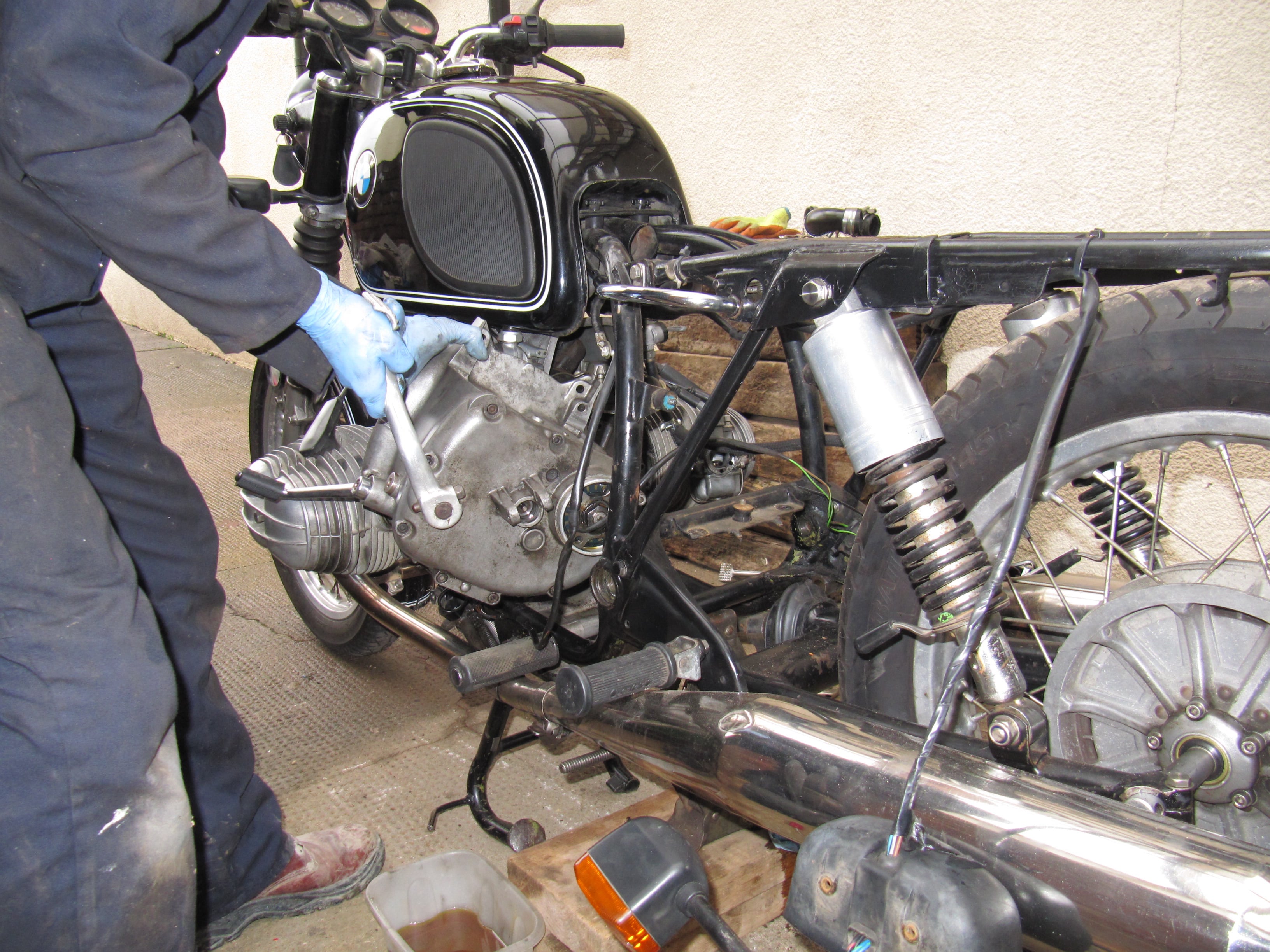
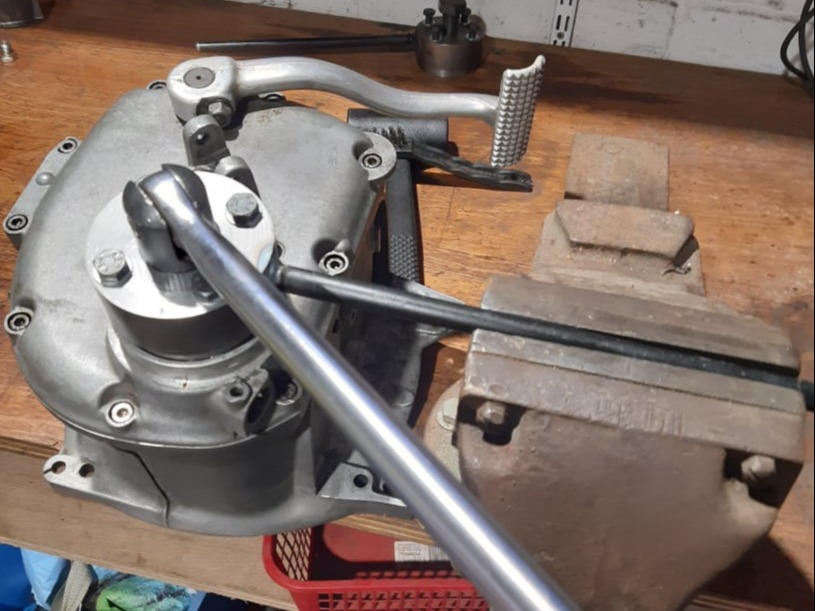
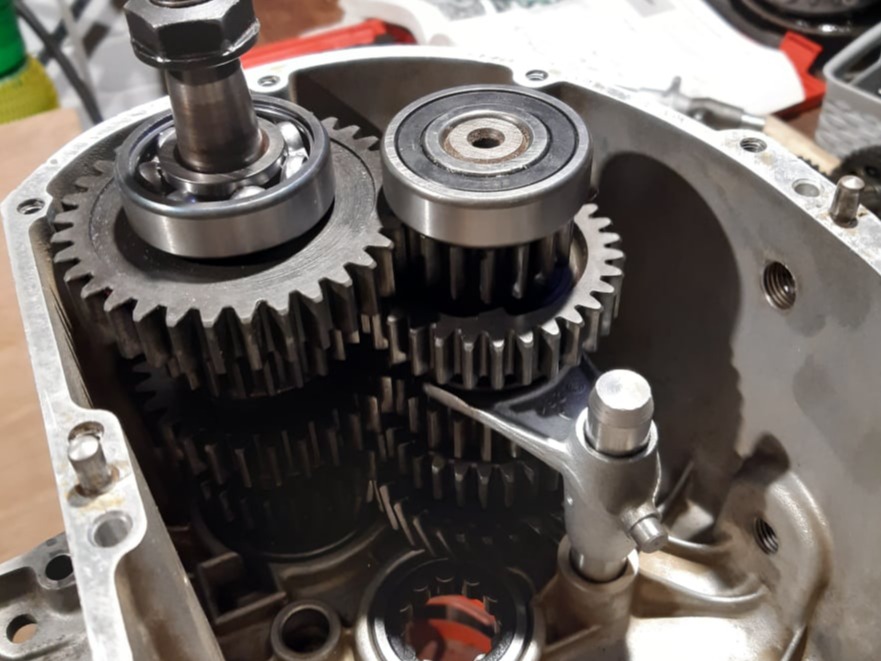
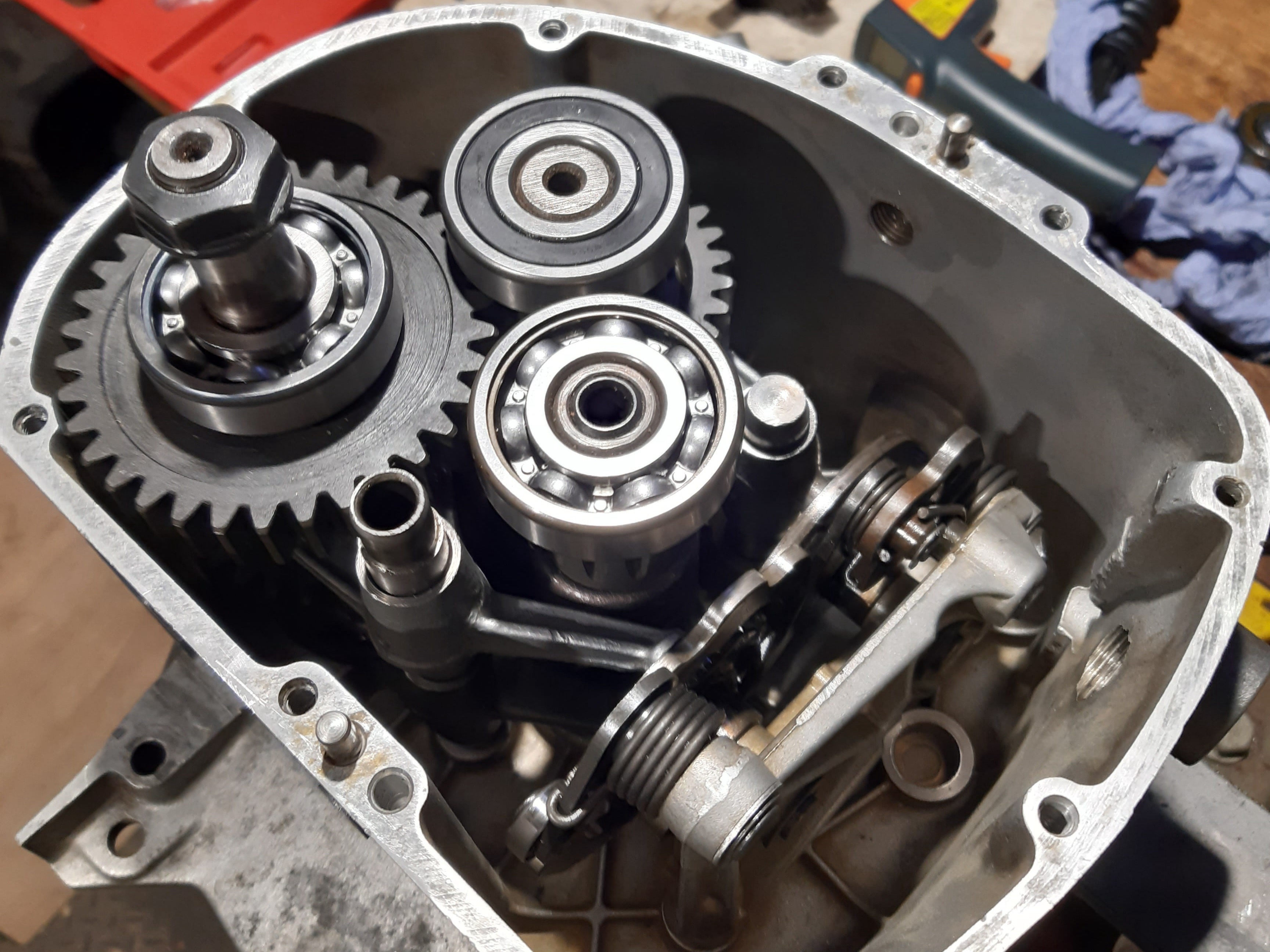
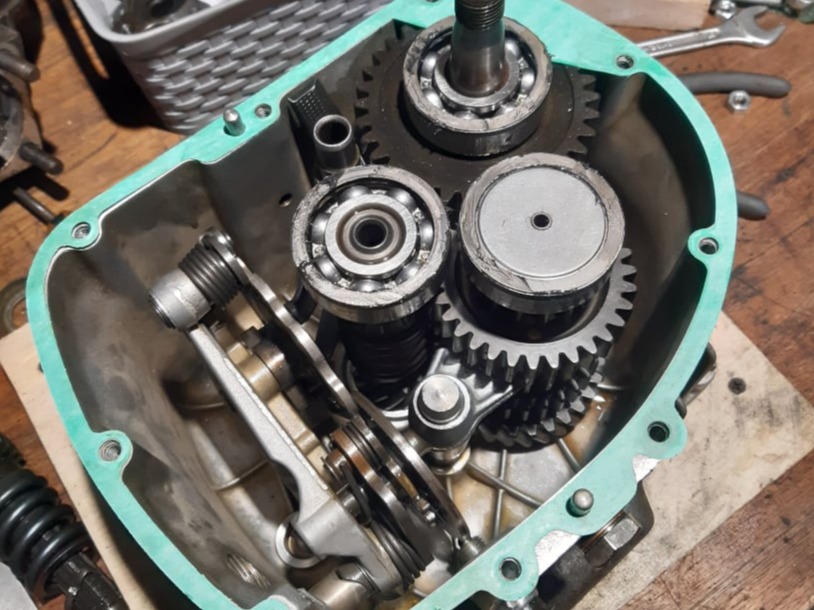
Unlike most other bikes, the BMW boxer gearbox can be removed as a separate unit without the need to remove the engine from the frame, or split the crankcase. The gearbox is a self contained unit with its own oil.
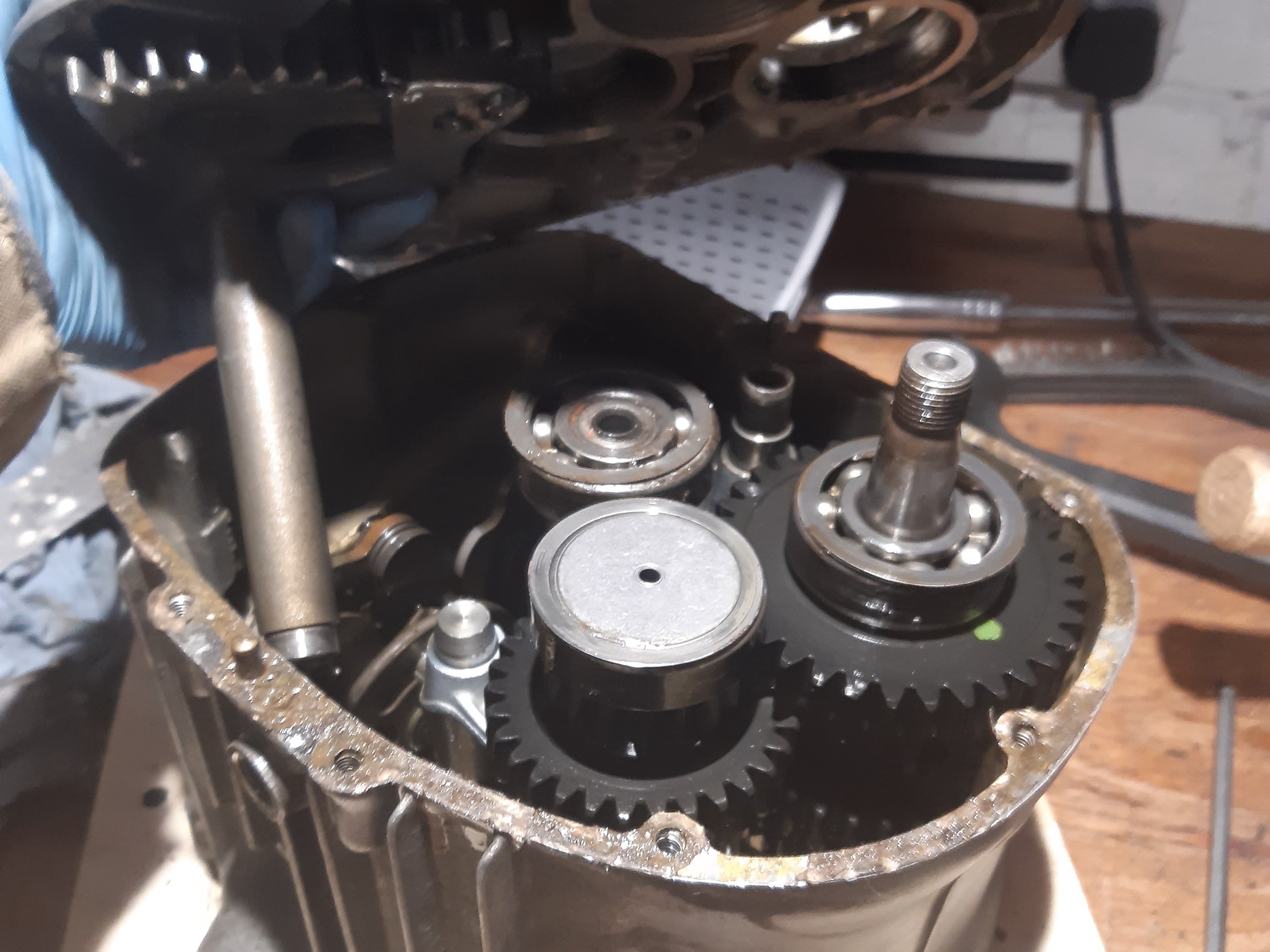
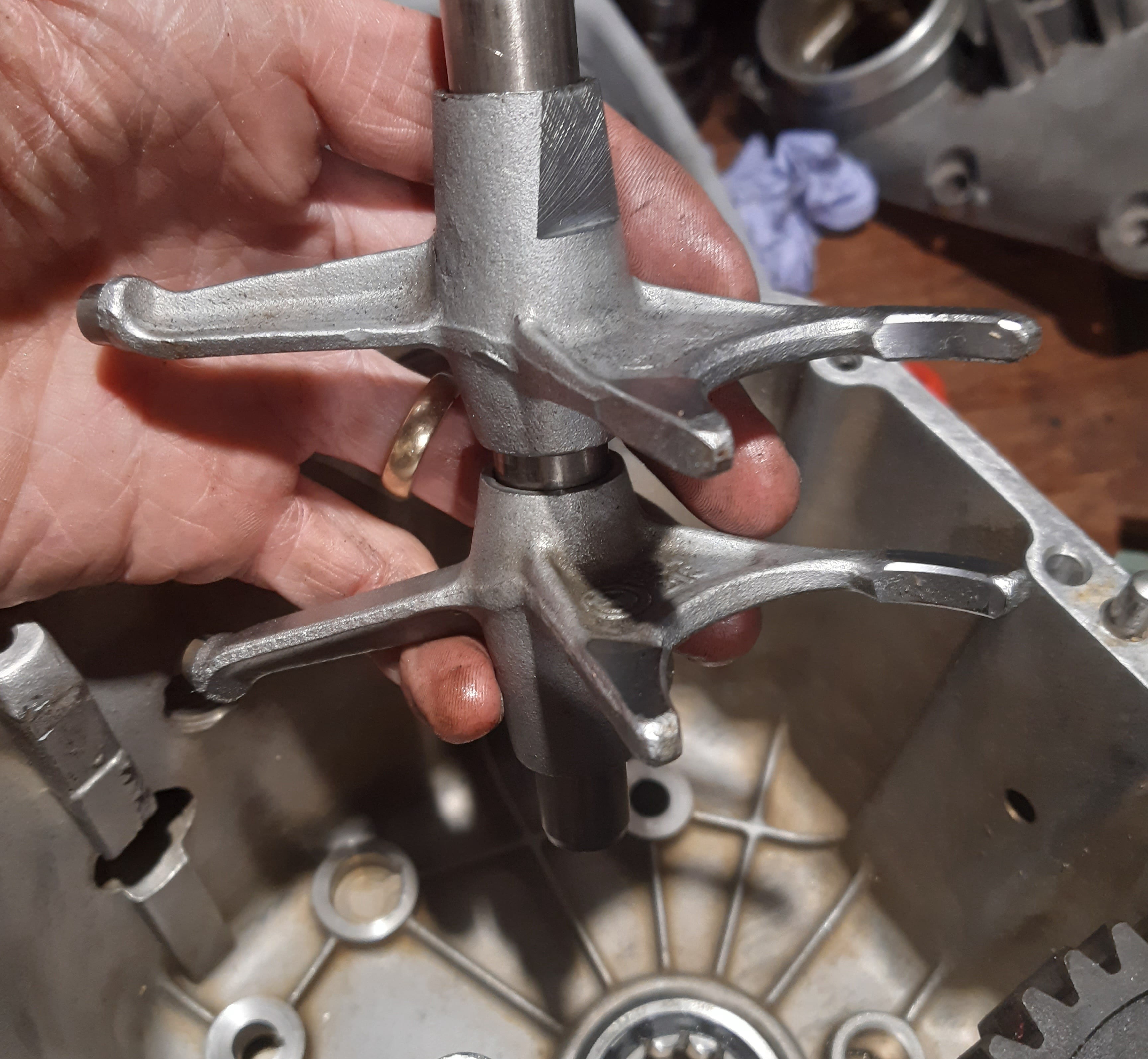
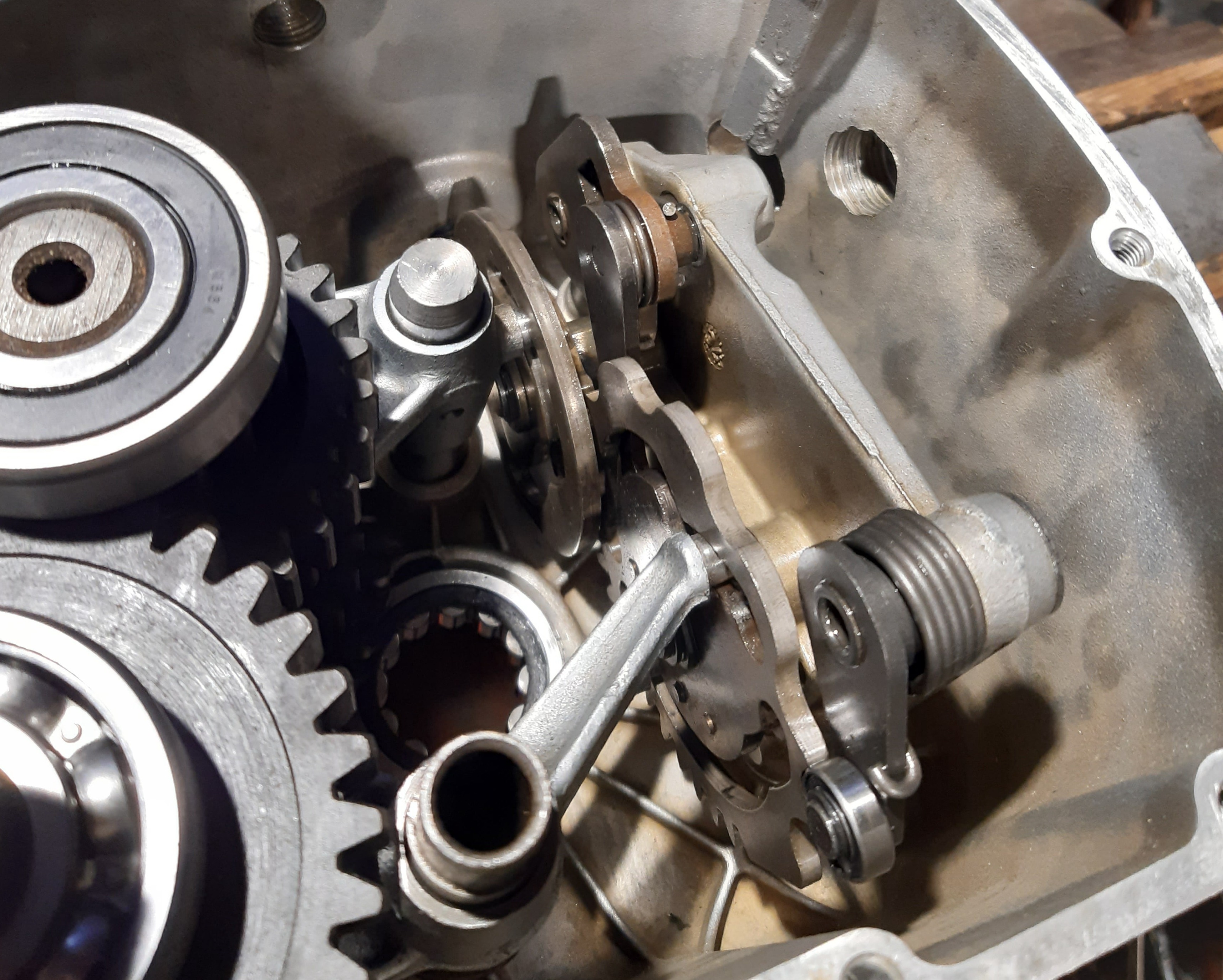
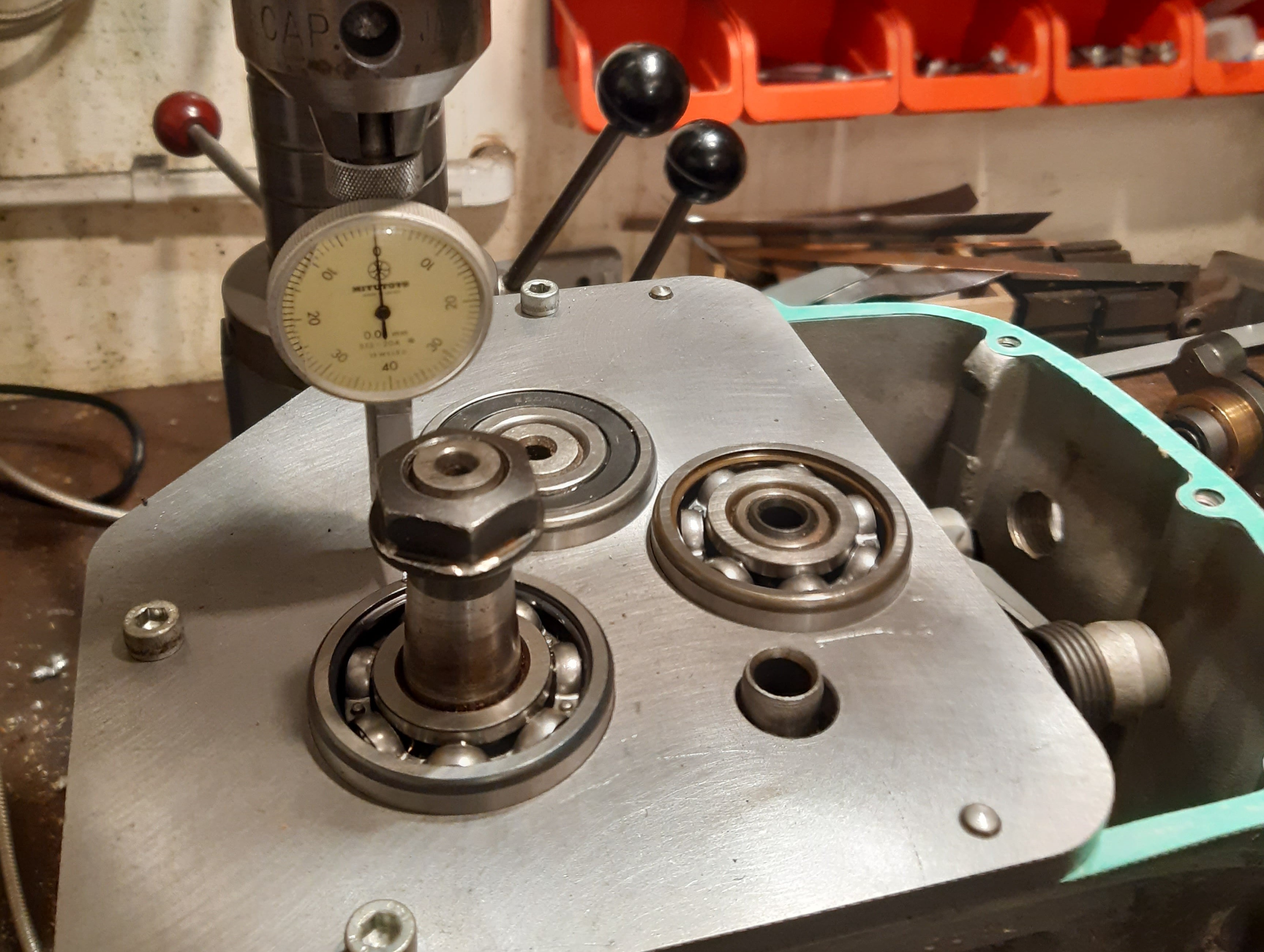
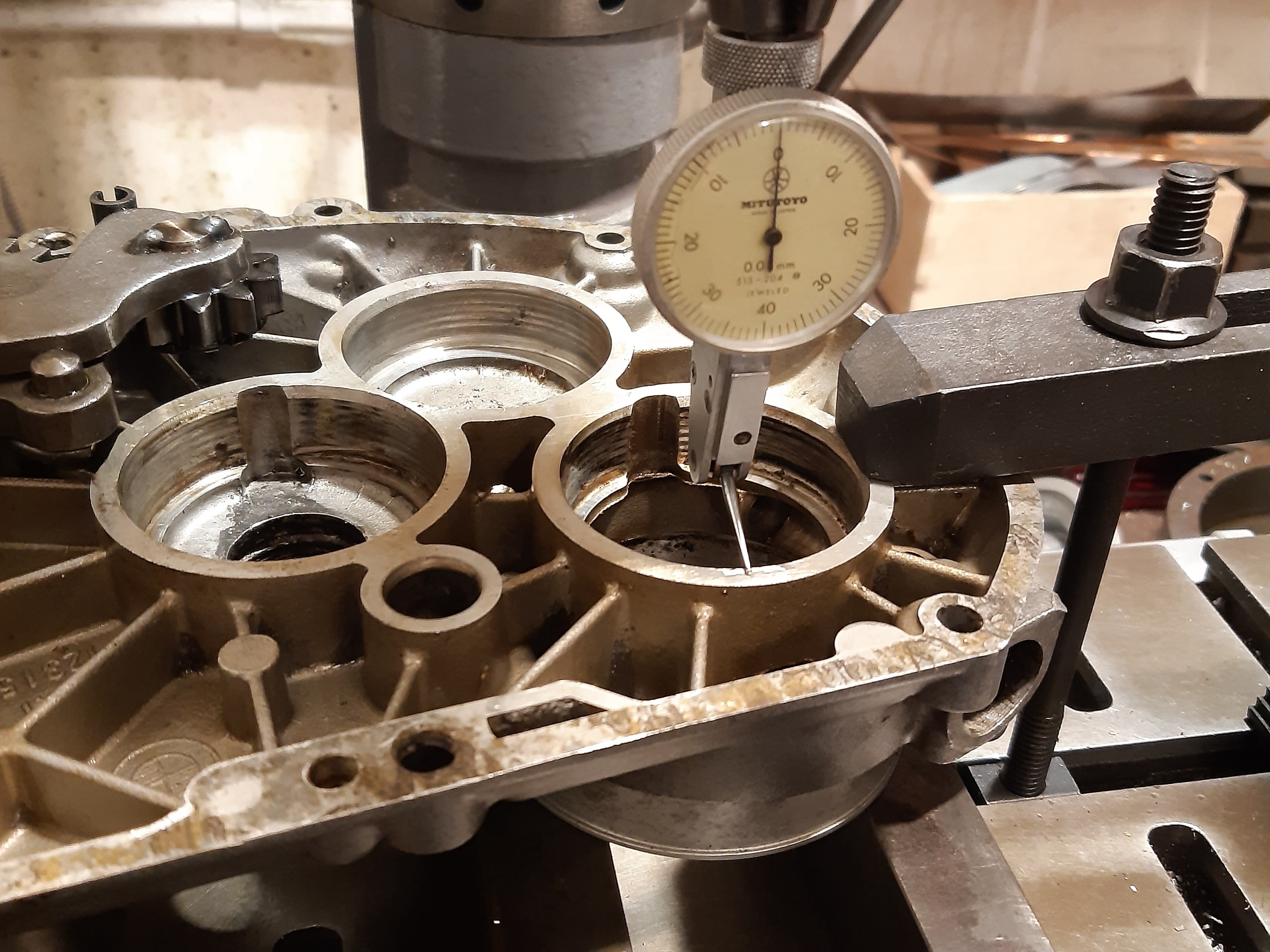
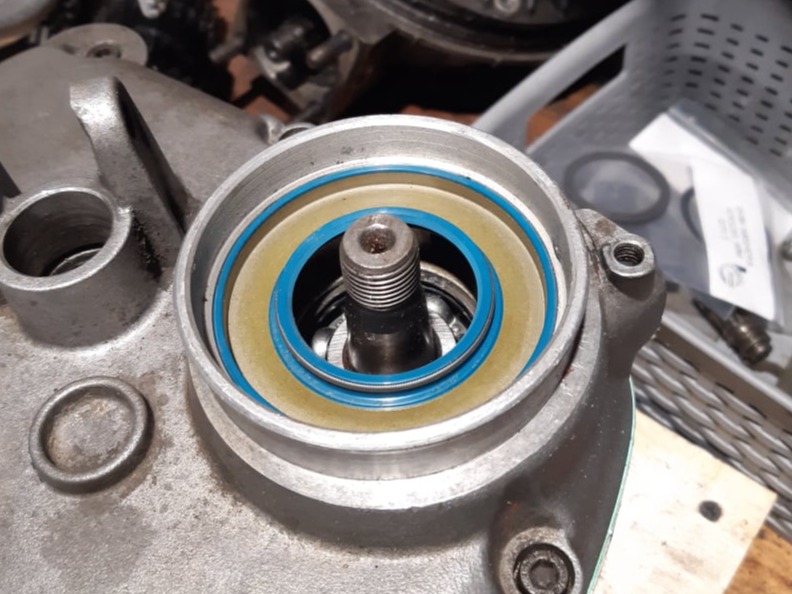
Detailed below is a process to remove the gearbox and replace bearings and seals and check for any other probelms.
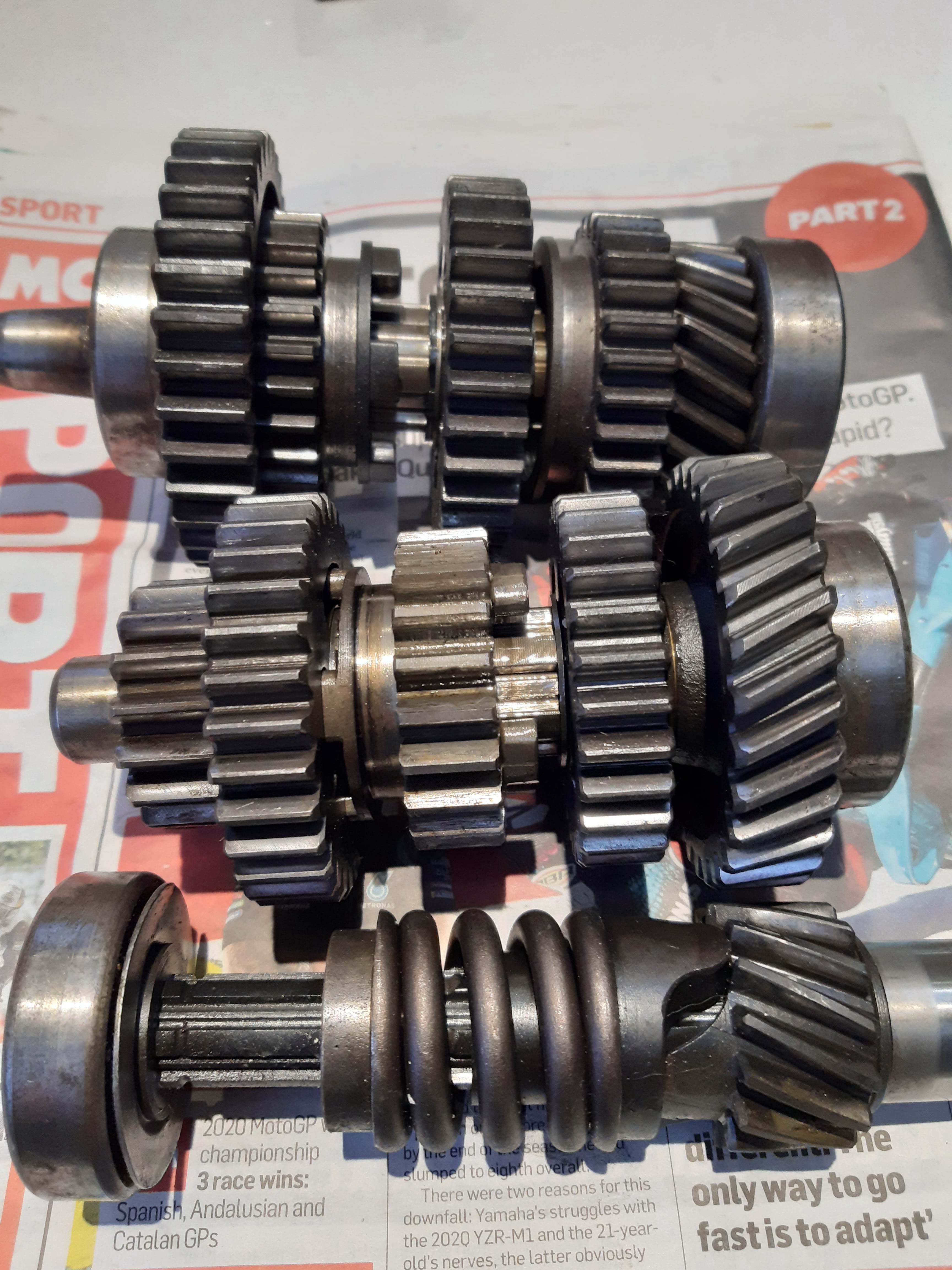
This particular gearbox was an early 5 Speed transmission with optional kick start.