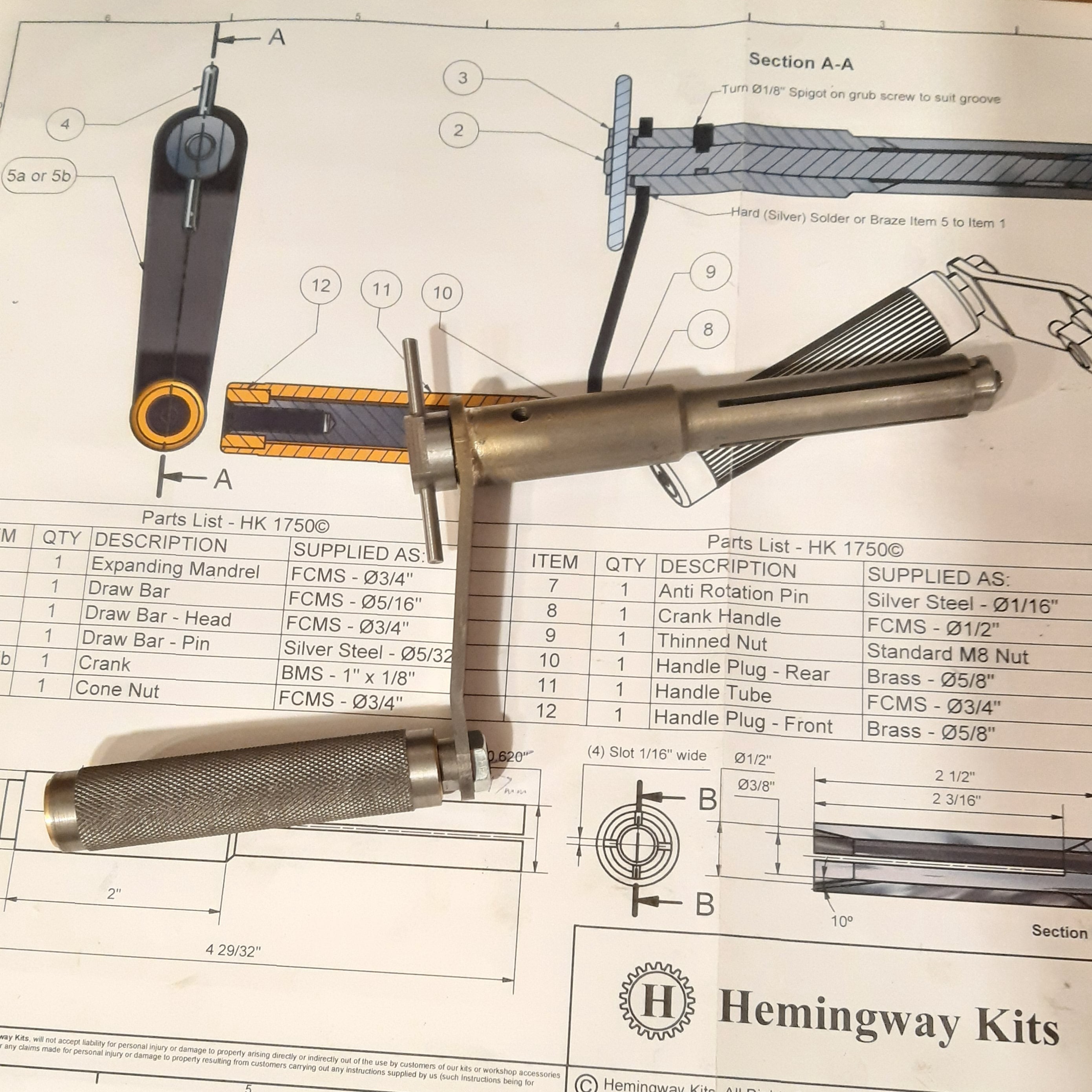
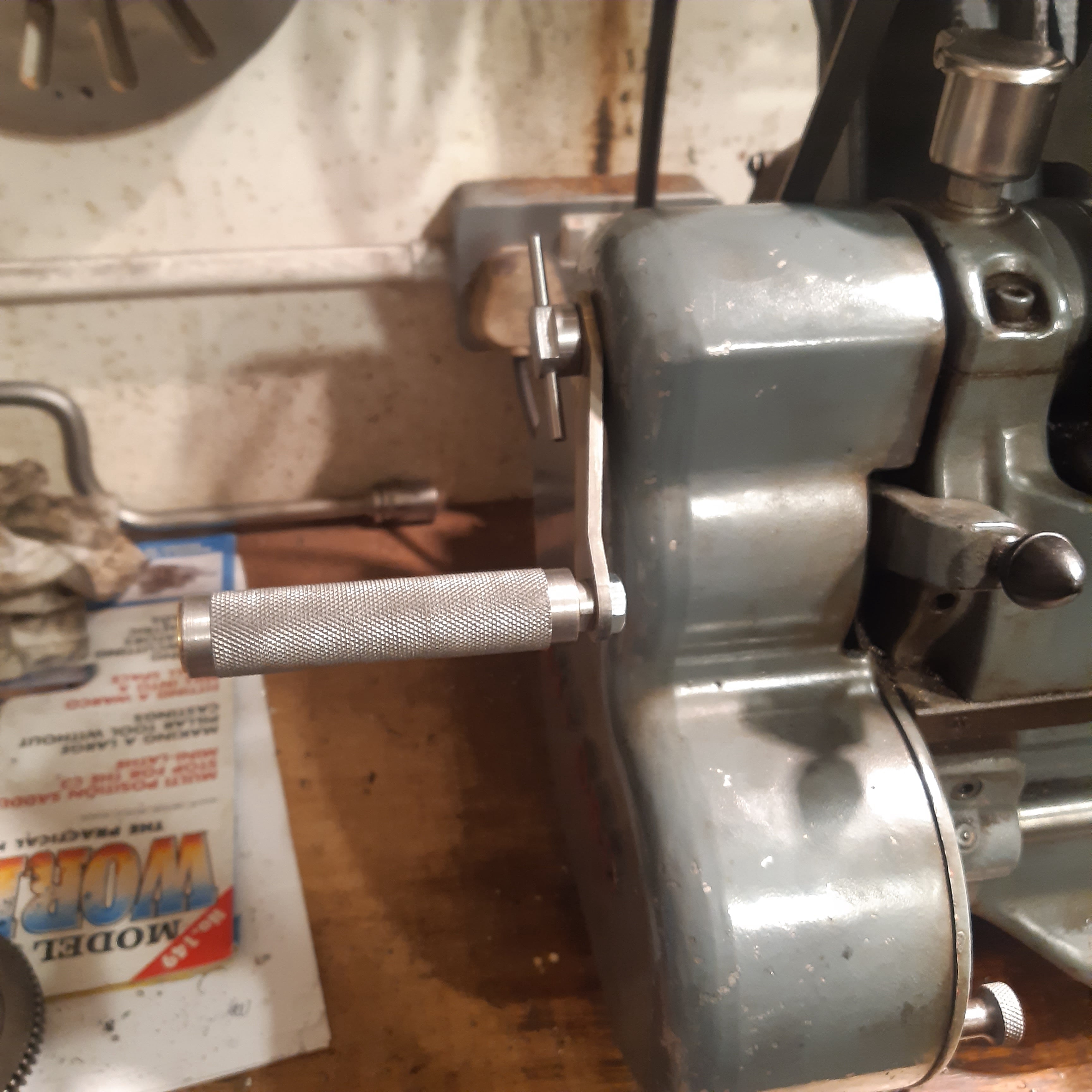
Headstock Handle for the ML7 Lathe
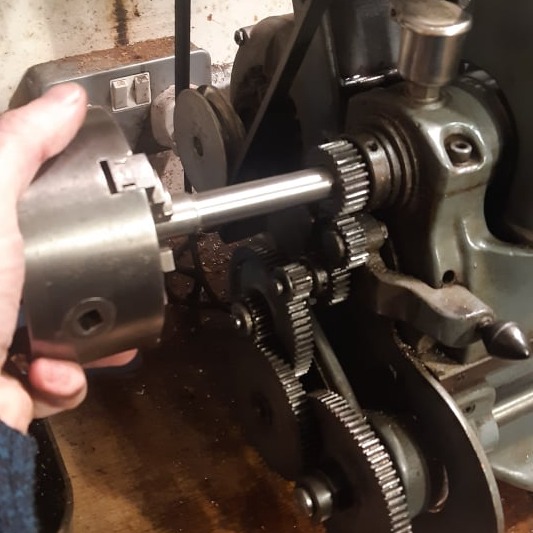
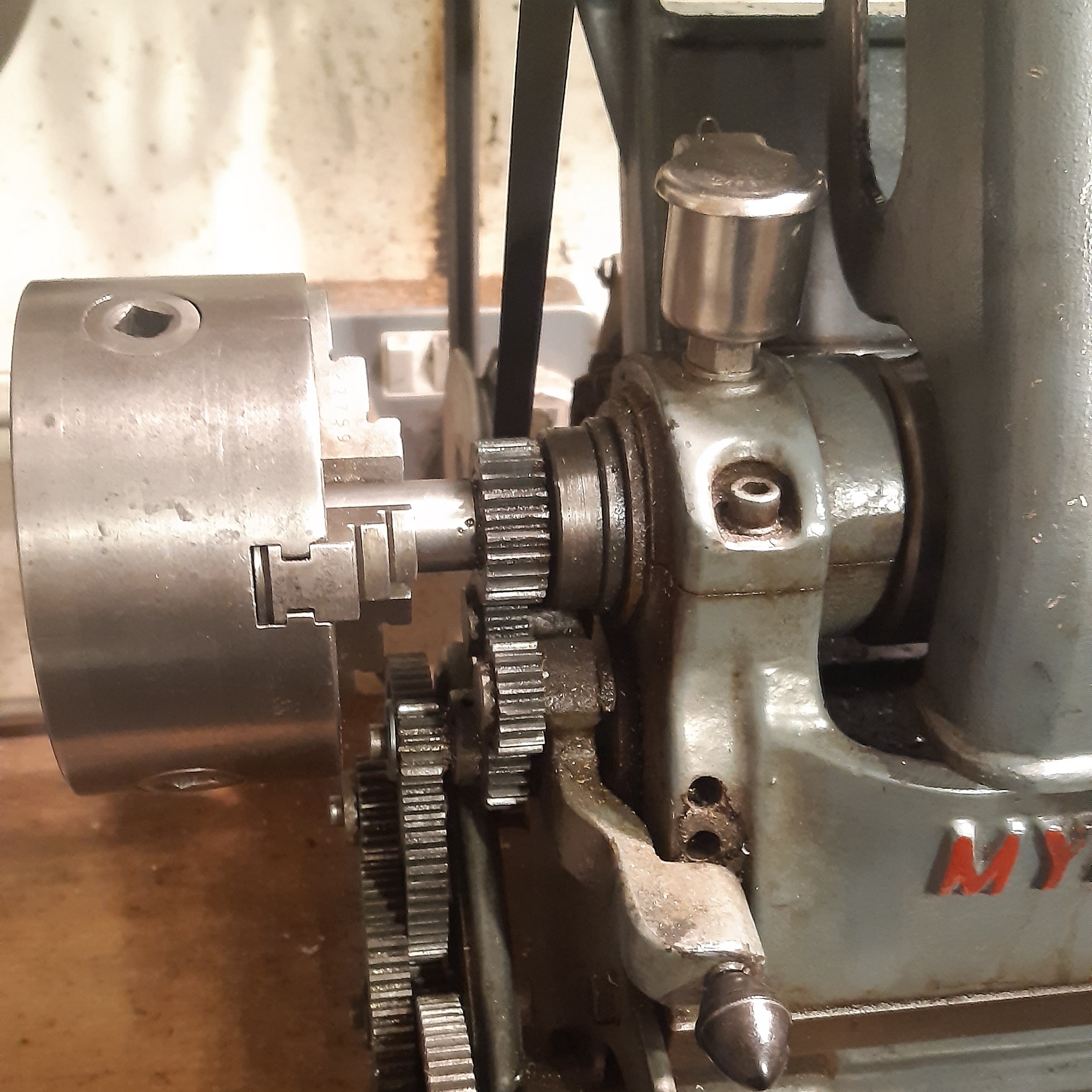
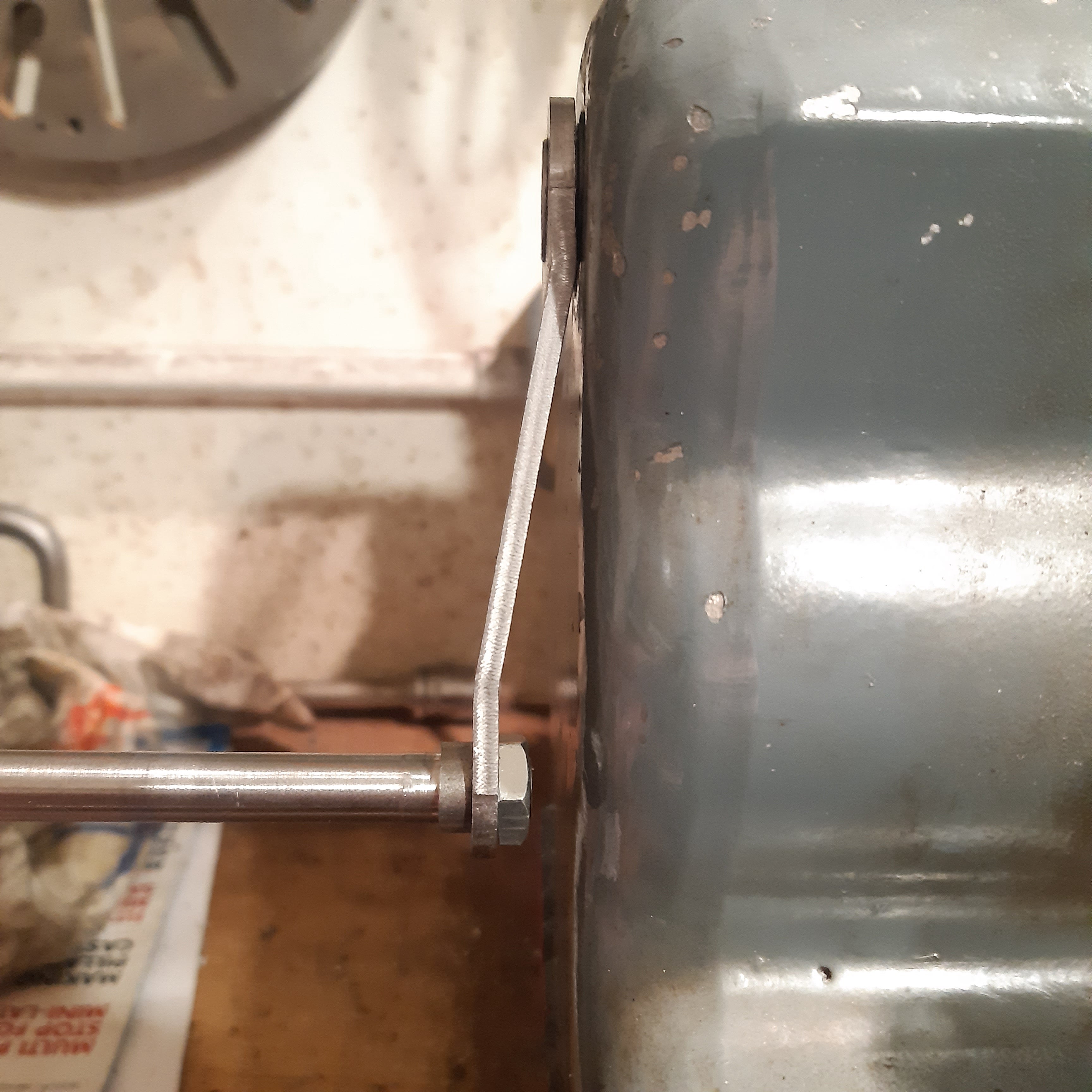
This kit from Hemmingway Kits was designed to fit the headstock of a Myford lathe to enable it to be cranked by hand. This can be useful for slow controlled lathe work or for reversing the headstock by hand during thread cutting.
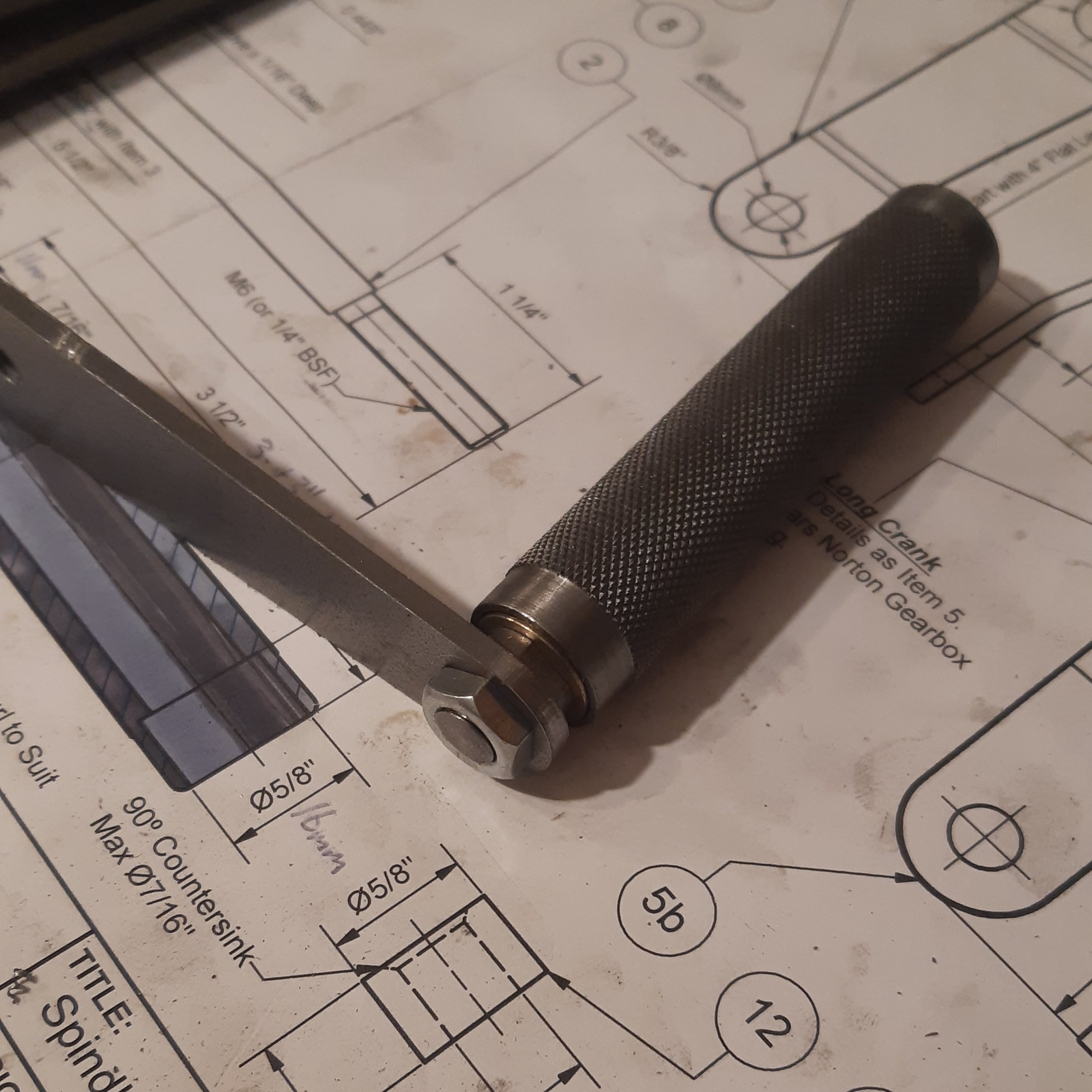
The kit came with two crank length options, one of a 3" throw as per the original design, and another of 5" for more leverage.
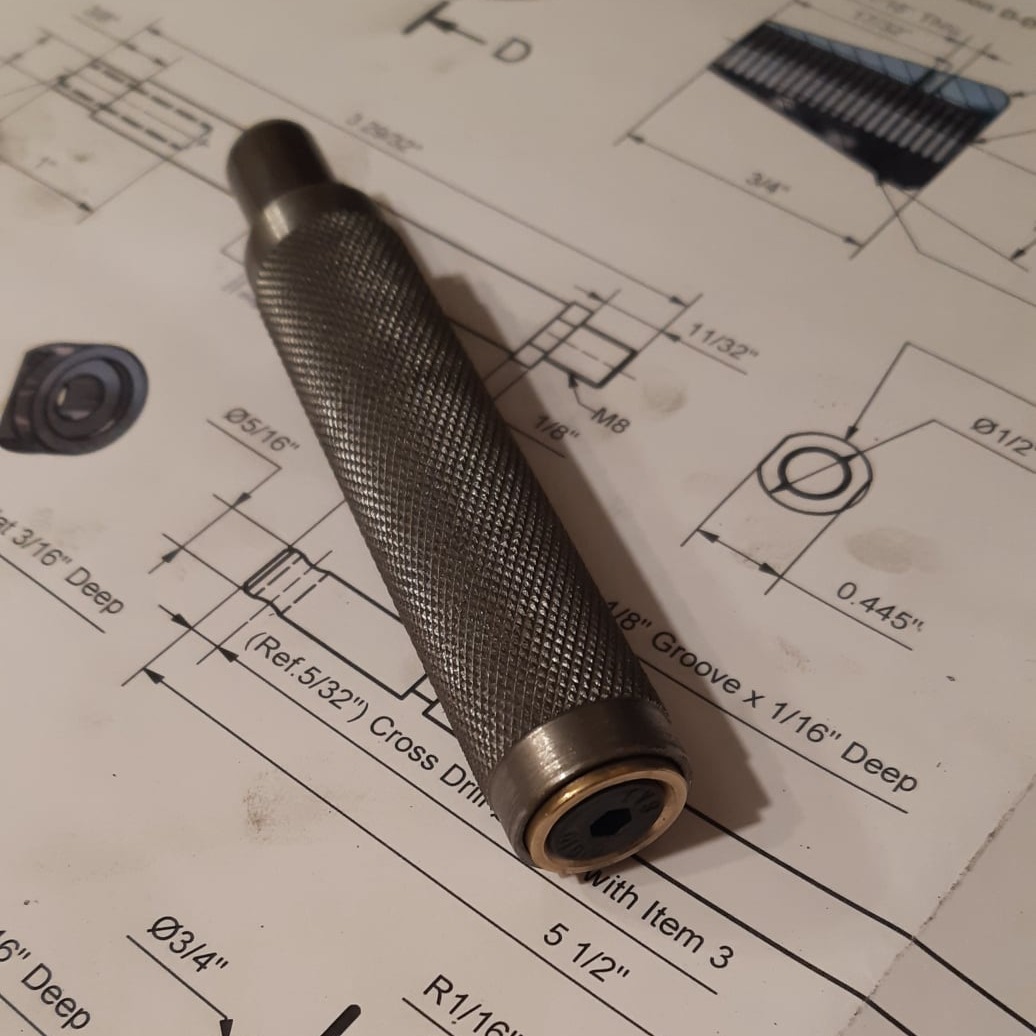
The kit was given as a present and it was machined into the finished article over about 3 days, between Christmas and New Year.