3D printing Design
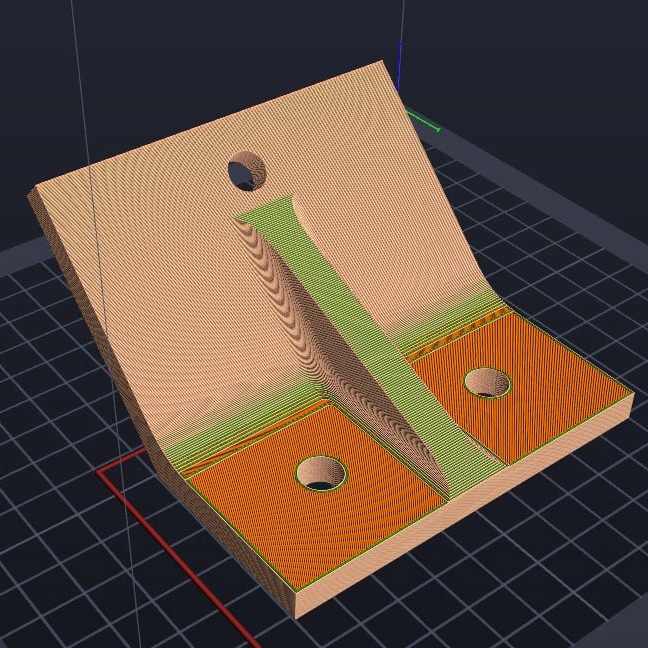
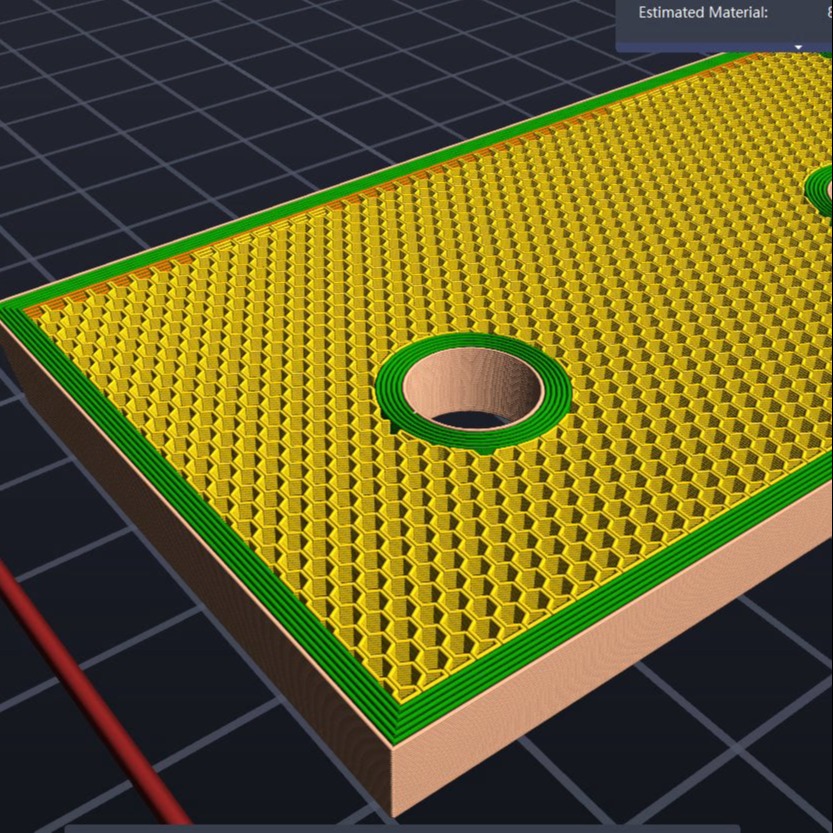
How a part is designed can affect how easily, quickly and successfully it might print.
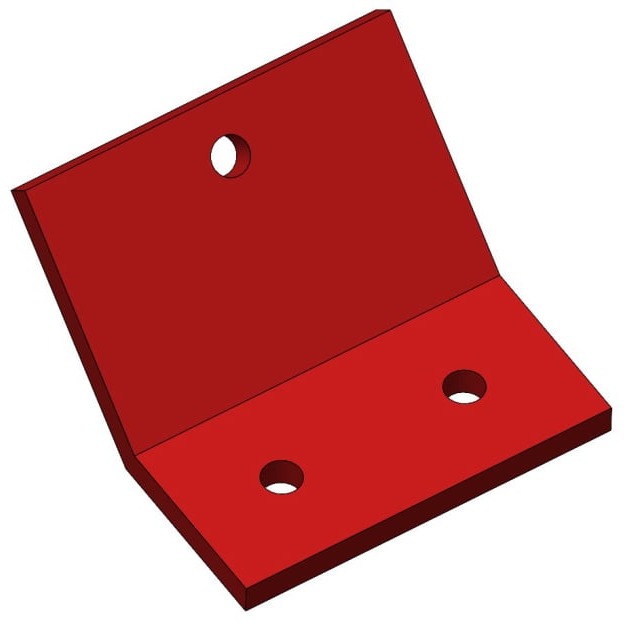
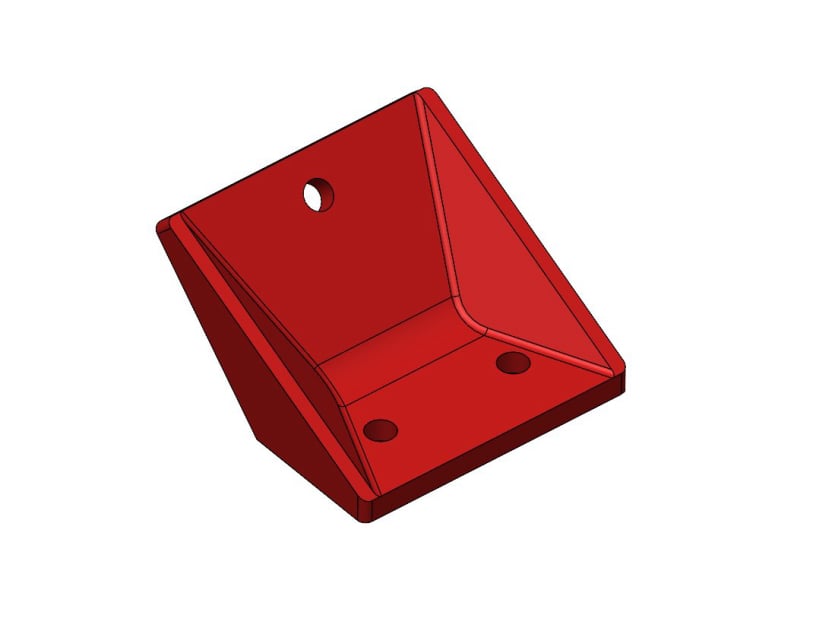
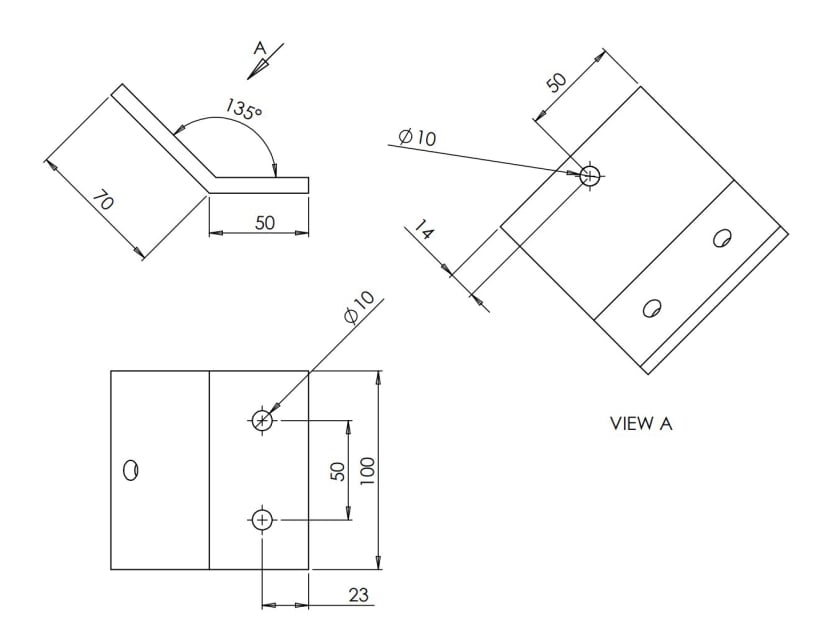
In this example a hypothetical bracket is required where the important criteria are the 45° angle, the mounting hole positions and the overall size. This page looks at the design and how it can be improved for printing.