Gauge 1. Girton - Tender
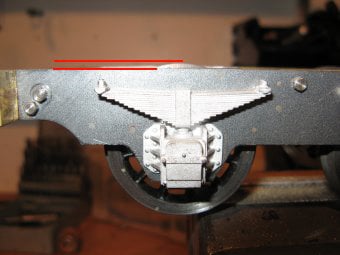
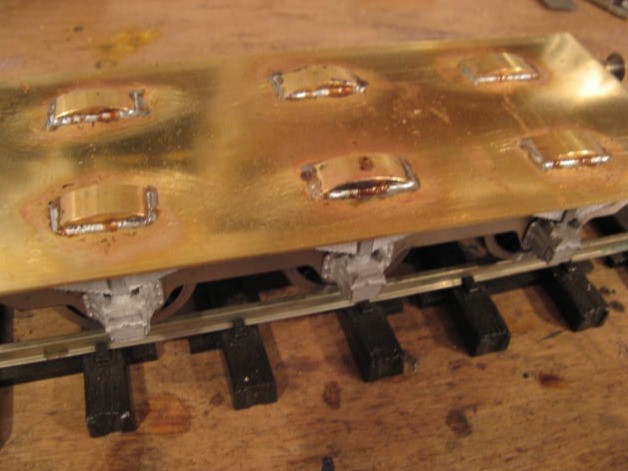
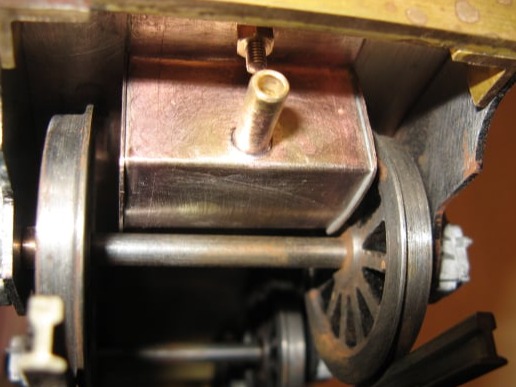
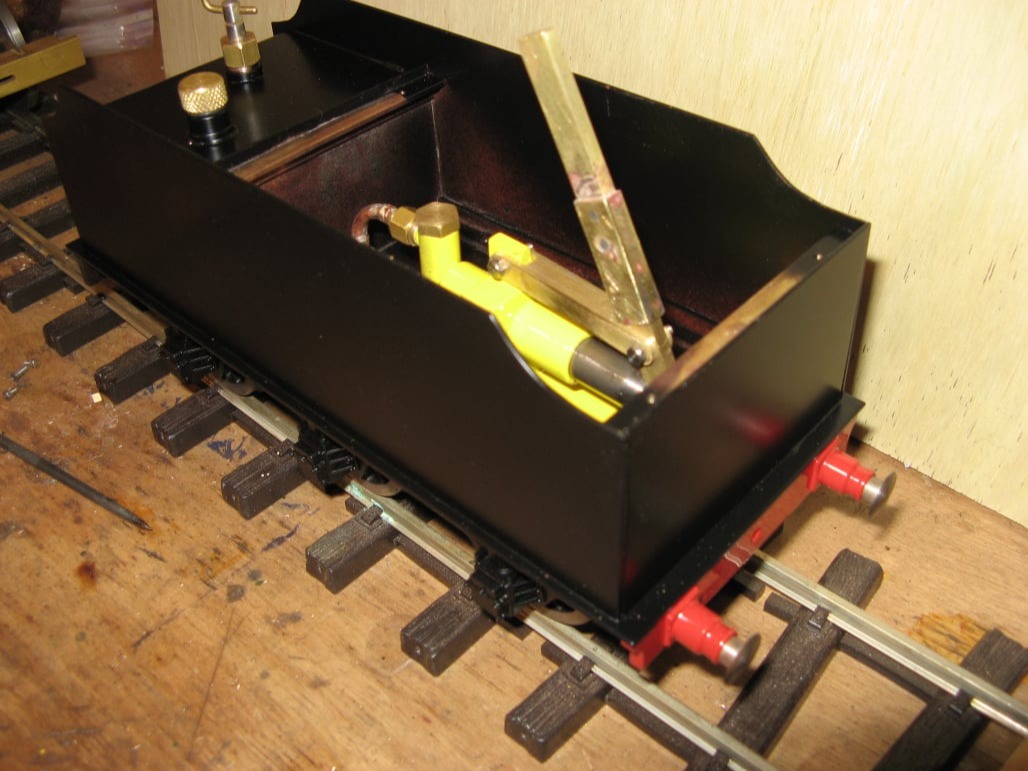
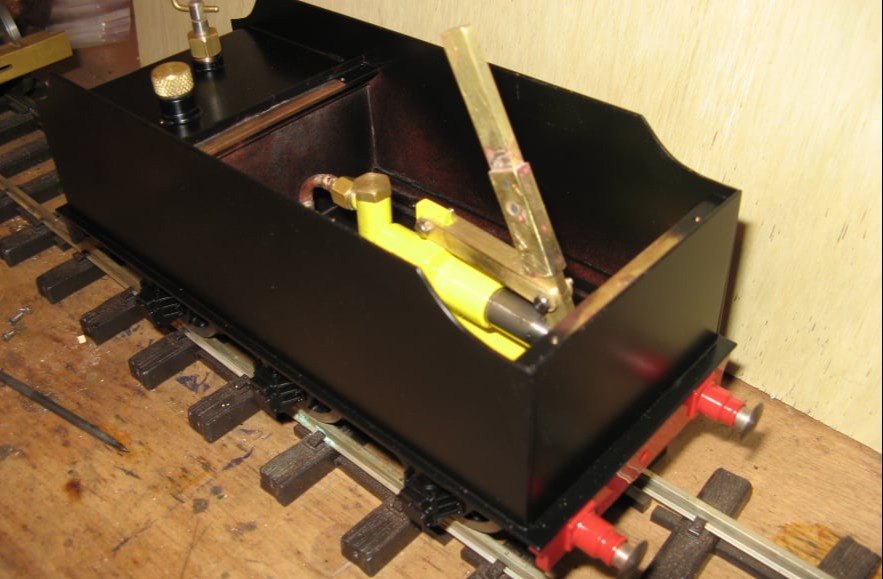
The Tender was a 6 wheeled design, with steel frame and brass plate-work. The tender was designed to hold the fuel (alcohol) and a fuel feed system. It also had a large water tank with a hand pump to feed the boiler whilst under pressure.